-

中山市中扬注塑机械制造有限公司
主营:立式注塑机,圆盘注塑机,插头注塑机,BMC注塑机,注塑机

中山市中扬注塑机械制造有限公司
主营:立式注塑机,圆盘注塑机,插头注塑机,BMC注塑机,注塑机 16
16

注塑机噪音来源与消除方法
一、振动泵噪音产生的原因及排除方法
原因:
1、油泵电动机安装不同心。
2、连轴器松动。
3、油泵内部故障。
4、油位过低,从滤油网或接头连接处吸入空气到油液内。
5、从电动机使动轴处吸入空气。
6、油污堵塞滤油网。
7、回油管松动吸入空气或油管在油面上,混入空气到油液中。
故障排除方法:
1、同心度应调至0.1mm以内。
2、修正连轴器。
3、修理或更换油泵。
4、 增加油量在滤油纲和接头位置400mm以上。
5、更换转动轴密封圈。
6、清洗滤油网,过滤油液。
7、清洗滤油网,过滤油液。
8、锁紧回油管路,将回油管加长伸入到油面之下。
注塑机噪音来源与消除方法
二、电机噪音产生的原因及排除方法
原因:
1、电动机轴承损坏。
2、电动机线圈绕组故障。
3、电动机接线错误,系统压力上升时,噪音增大。
故障排除方法:
1、更换轴承。
2、更换或修理电动机。
3、重新参照接线图接线。
注塑机噪音来源与消除方法
三、总压阀噪音(溢流阀)产生的原因及排除方法
原因:
1、溢流阀的先导阀前腔内存有空气。
2、溢流阀主阀心上阻尼孔被油污物堵塞。
3、 先导阀与阀座配合拉伤不密合。
4、弹簧变形或装错。
5、遥控口油流量过大。
6、液压油粘度过低或过高。
7、与回路中元件产生共振。
故障排除方法:
1、加强密封,反升降调试压力几次排气。
2、 清洗阀体,使阻尼孔通畅。
3、修理或更换。
4、检修和更换弹簧。
5、减少遥控口流理。
6、更换油液。
7、其它元件压力设定不能与溢流阀压力设定值相近。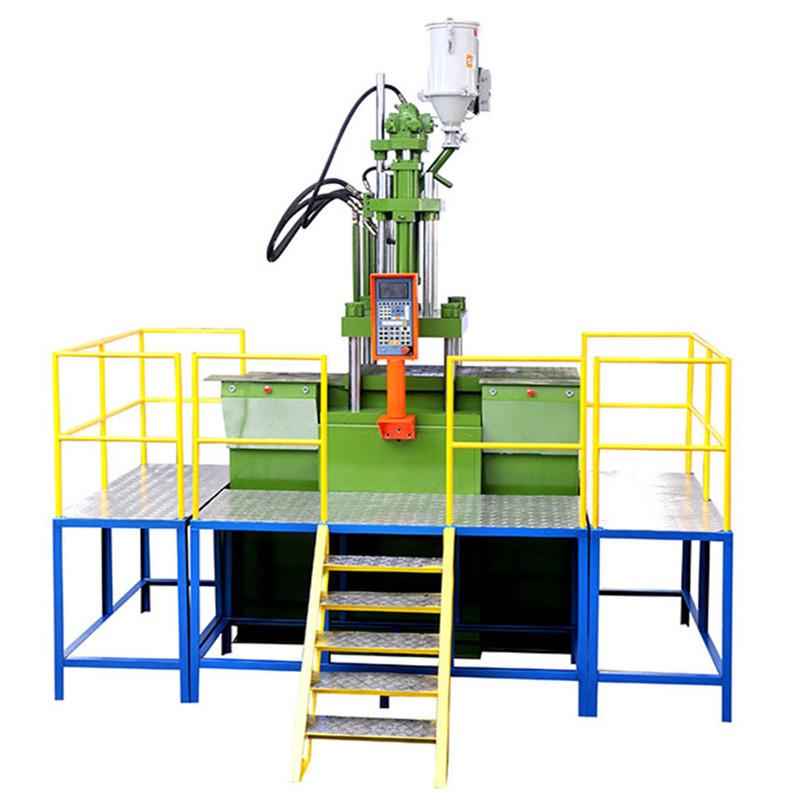
注塑机操作规程
一、开机前仔细检查注塑机电源及控制系统、冷却系统,看其是否正常,按要求加润滑油,按(旋)钮是否处于正确位置,并按要求启动,进行试运转。
二、正确将模具安装在注塑机上。
三、原料需要干燥时,应先在烘箱内按规定进行烘干。
四、检查原材料颜色是否符合产品要求。
五、设定调模参数,并根据模具具体情况设定开、合模及**出等各项参数,直至模具运行正常、平稳、安全。
六、设定料筒各段温度,预热机床。
七、在料温、模具温度达到预定参数(要求)时,进行排料、预注,并观察料流,直至其光滑、色泽均匀。
八、设定加料量、注射速度、保压转换点等参数,加料时要认真检查料筒内是否有杂质和杂物,严禁硬物,金属物进入料筒内。
九、操作过程中要随时注意温度,压力的变化,如发现异常情况,应停机,关闭电源由机修员进行修理,恢复后在进行使用。
十、在自检中若有疑问或发现产品与样件有差异时应中止生产,及时报告检验员或带班长。
十一、注塑工应每隔1小时收集一次样件,同时作相应标记放置于同批产品旁。
十二、每班生产中至少擦拭、润滑模具两次,确保模具内外干净,润滑正常。作业结束后应清理料筒残料,清扫作业现场,按要求关闭注塑机。
十三、要经常检查烘箱温度,切忌高温烘料。在作业过程中要注意安全,不得随意去掉安全装置。
十四、工作完毕应切断电源和机床开关,并做好机床保养和卫生工作。
注塑机的停机工作要点
生产结束或注塑品质出现故障时,注塑机需要临时停机或长时间停机。如何做好停机工作,不仅关系到下一次成型的品质和原料的损耗量,还会影响到螺杆和料筒的使用寿命。
一、临时停机
正好在成型完毕之前或临时停止之前,将料筒类的材料空射完,再加入适量的清洗材料将料筒清洗干净,按加热开关,关闭料筒电热。关闭料斗挡板。如果是临时短时间停机,不要关料筒电热,将加热温度每段降低100至150度。
二、关电停机
当材料用完或所需产品数已生产完毕,必须关电停机。
如果注塑机装有喷嘴温度调节用的温度调节器,将该调节器按钮旋转至0,使调节器断开。这不仅是为了在下次的注塑操作时能够在尽可能短的时间内加热加料筒。也是为了防止已熔解的树脂滞留在料筒内,应将加热筒体内的余料彻底清除(对空注射几次),再加入适量的清洗材料将料筒清洗干净,后将螺杆停止在前端位置。在手动状态下,进行合模(但不要进入高压锁模),并将注射座,螺杆退回停止位置。关油泵马达,关注塑机的总电源。
温升过高五大危害:使机械产生热变形,油的粘度降低,橡胶密封件变形,加速油液氧化变质,同时也使空气的分力压降低。
危害之一:使机械产生热变形
液压元件中热胀系数不同的运动部件因其配合见习变小而卡死,引起动作失灵、影响液压系统的传动精度,导致部件工作质量变差。
危害之二:使油的粘度降低
温升过高将导致油的粘度降低,泄漏增加,泵的容积效率和整个系统的效率会显著降低。由于油的粘度降低,滑阀等移动部件的油膜变薄和被切破,摩擦阻力增大,导致磨损加剧。
危害之三:使橡胶密封件变形
注塑机温升过高会使橡胶密封件变形,加速老化失效,降低密封性能及使用寿命,造成泄漏。
危害之四:加速油液氧化变质
温升过高会加速油液氧化变质,析出沥青物质,降低液压油的使用寿命。析出物堵塞阻尼小孔和缝隙式阀口,导致压力阀卡死而不能动作、金属管路伸长而弯曲,甚至破裂等。
危害之五:导致部件工作质量变差
注塑机温升过高会导致部件工作质量变差,油中溶解空气逸出,产生气穴,致使液压系统工作性能降低。液压系统的理想工作温度应介乎45度-50度之间,原因是液压系统是依据一选定的压力油粘度而设计,但粘度会随着油温的高低而变化,进而影响系统中工作元件,如油缸、液压阀等,使控制精度和响应灵敏度降低,对于精密注射机的情况尤甚。同时温度过高亦会加速密封件的老化令其硬化、碎裂;温度过低则加工能量消耗大,使运转速度降低。因此密切注意液压油的工作温度是十分必要的。油温过高的原因多样,但多归于油路故障或冷却系统的失效等。
http://xinhuiluogan.cn.b2b168.com
欢迎来到中山市中扬注塑机械制造有限公司网站, 具体地址是广东省中山市东凤镇和穗工业园,老板是钟辉。
主要经营中山市中扬注塑机械制造有限公司长期供应立式注塑机、插头注塑机、BMC注塑机、圆盘注塑机、注塑机等。公司吸纳德国、日本和中国台湾等地区的立式注塑机先进技术,不断创新,提高品质,开发多系列机种,建设自己的品牌及完善售后服务质量,为我们赢得了客户赢得了市场,让我们的产品行销遍及世界主要工业国家:东南亚、日本、欧州、美洲及中东地区。。
单位注册资金单位注册资金人民币 100 万元以下。
本公司产品好,产业规模属国内水平高,产品具有特色,规格比较齐全,质量保证体系规范。欢迎来订购,谢谢!