-

中山市中扬注塑机械制造有限公司
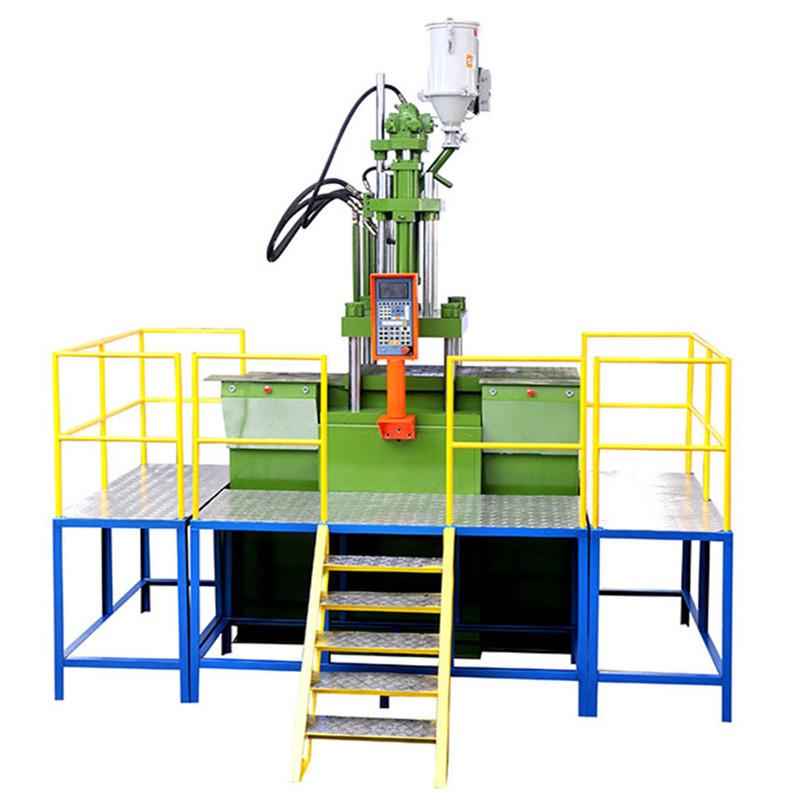
主营:立式注塑机,圆盘注塑机,插头注塑机,BMC注塑机,注塑机

中山市中扬注塑机械制造有限公司
主营:立式注塑机,圆盘注塑机,插头注塑机,BMC注塑机,注塑机 17
17

注塑机操作规程
一、开机前仔细检查注塑机电源及控制系统、冷却系统,看其是否正常,按要求加润滑油,按(旋)钮是否处于正确位置,并按要求启动,进行试运转。
二、正确将模具安装在注塑机上。
三、原料需要干燥时,应先在烘箱内按规定进行烘干。
四、检查原材料颜色是否符合产品要求。
五、设定调模参数,并根据模具具体情况设定开、合模及**出等各项参数,直至模具运行正常、平稳、安全。
六、设定料筒各段温度,预热机床。
七、在料温、模具温度达到预定参数(要求)时,进行排料、预注,并观察料流,直至其光滑、色泽均匀。
八、设定加料量、注射速度、保压转换点等参数,加料时要认真检查料筒内是否有杂质和杂物,严禁硬物,金属物进入料筒内。
九、操作过程中要随时注意温度,压力的变化,如发现异常情况,应停机,关闭电源由机修员进行修理,恢复后在进行使用。
十、在自检中若有疑问或发现产品与样件有差异时应中止生产,及时报告检验员或带班长。
十一、注塑工应每隔1小时收集一次样件,同时作相应标记放置于同批产品旁。
十二、每班生产中至少擦拭、润滑模具两次,确保模具内外干净,润滑正常。作业结束后应清理料筒残料,清扫作业现场,按要求关闭注塑机。
十三、要经常检查烘箱温度,切忌高温烘料。在作业过程中要注意安全,不得随意去掉安全装置。
十四、工作完毕应切断电源和机床开关,并做好机床保养和卫生工作。
温升过高五大危害:使机械产生热变形,油的粘度降低,橡胶密封件变形,加速油液氧化变质,同时也使空气的分力压降低。
危害之一:使机械产生热变形
液压元件中热胀系数不同的运动部件因其配合见习变小而卡死,引起动作失灵、影响液压系统的传动精度,导致部件工作质量变差。
危害之二:使油的粘度降低
温升过高将导致油的粘度降低,泄漏增加,泵的容积效率和整个系统的效率会显着降低。由于油的粘度降低,滑阀等移动部件的油膜变薄和被切破,摩擦阻力增大,导致磨损加剧。
危害之三:使橡胶密封件变形
注塑机温升过高会使橡胶密封件变形,加速老化失效,降低密封性能及使用寿命,造成泄漏。
危害之四:加速油液氧化变质
温升过高会加速油液氧化变质,析出沥青物质,降低液压油的使用寿命。析出物堵塞阻尼小孔和缝隙式阀口,导致压力阀卡死而不能动作、金属管路伸长而弯曲,甚至破裂等。
危害之五:导致部件工作质量变差
注塑机温升过高会导致部件工作质量变差,油中溶解空气逸出,产生气穴,致使液压系统工作性能降低。液压系统的理想工作温度应介乎45度-50度之间,原因是液压系统是依据一选定的压力油粘度而设计,但粘度会随着油温的高低而变化,进而影响系统中工作元件,如油缸、液压阀等,使控制精度和响应灵敏度降低,对于精密注射机的情况尤甚。同时温度过高亦会加速密封件的老化令其硬化、碎裂;温度过低则加工能量消耗大,使运转速度降低。因此密切注意液压油的工作温度是十分必要的。油温过高的原因多样,但多归于油路故障或冷却系统的失效等。