-

中山市中扬注塑机械制造有限公司
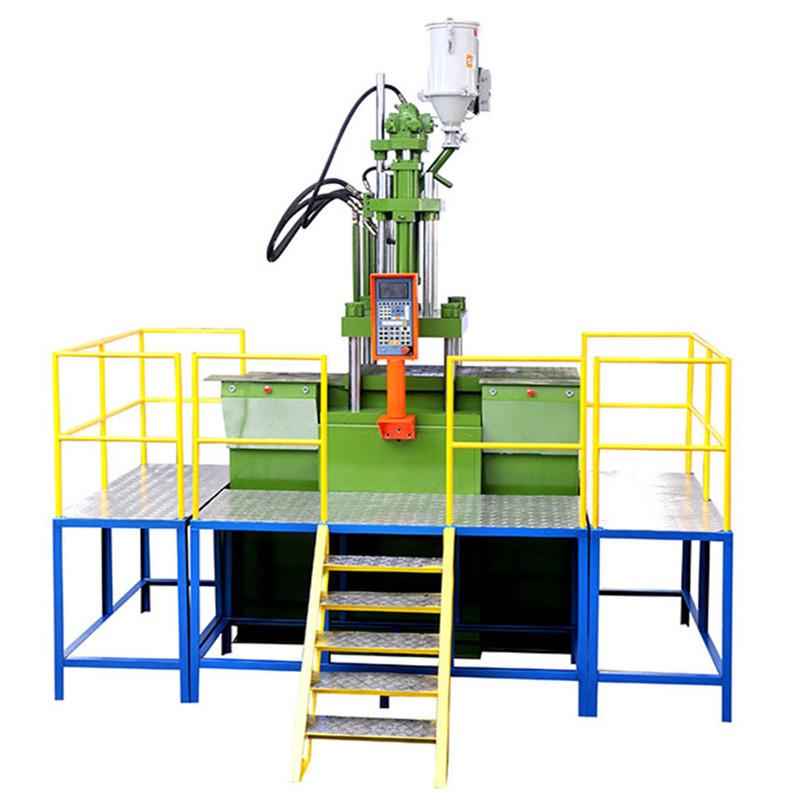
主营:立式注塑机,圆盘注塑机,插头注塑机,BMC注塑机,注塑机

中山市中扬注塑机械制造有限公司
主营:立式注塑机,圆盘注塑机,插头注塑机,BMC注塑机,注塑机 16
16
注塑机噪音来源与消除方法
一、振动泵噪音产生的原因及排除方法
原因:
1、油泵电动机安装不同心。
2、连轴器松动。
3、油泵内部故障。
4、油位过低,从滤油网或接头连接处吸入空气到油液内。
5、从电动机使动轴处吸入空气。
6、油污堵塞滤油网。
7、回油管松动吸入空气或油管在油面上,混入空气到油液中。
故障排除方法:
1、同心度应调至0.1mm以内。
2、修正连轴器。
3、修理或更换油泵。
4、 增加油量在滤油纲和接头位置400mm以上。
5、更换转动轴密封圈。
6、清洗滤油网,过滤油液。
7、清洗滤油网,过滤油液。
8、锁紧回油管路,将回油管加长伸入到油面之下。
注塑机噪音来源与消除方法
二、电机噪音产生的原因及排除方法
原因:
1、电动机轴承损坏。
2、电动机线圈绕组故障。
3、电动机接线错误,系统压力上升时,噪音增大。
故障排除方法:
1、更换轴承。
2、更换或修理电动机。
3、重新参照接线图接线。
注塑机噪音来源与消除方法
三、总压阀噪音(溢流阀)产生的原因及排除方法
原因:
1、溢流阀的先导阀前腔内存有空气。
2、溢流阀主阀心上阻尼孔被油污物堵塞。
3、 先导阀与阀座配合拉伤不密合。
4、弹簧变形或装错。
5、遥控口油流量过大。
6、液压油粘度过低或过高。
7、与回路中元件产生共振。
故障排除方法:
1、加强密封,反升降调试压力几次排气。
2、 清洗阀体,使阻尼孔通畅。
3、修理或更换。
4、检修和更换弹簧。
5、减少遥控口流理。
6、更换油液。
7、其它元件压力设定不能与溢流阀压力设定值相近。

注塑机操作规程
一、开机前仔细检查注塑机电源及控制系统、冷却系统,看其是否正常,按要求加润滑油,按(旋)钮是否处于正确位置,并按要求启动,进行试运转。
二、正确将模具安装在注塑机上。
三、原料需要干燥时,应先在烘箱内按规定进行烘干。
四、检查原材料颜色是否符合产品要求。
五、设定调模参数,并根据模具具体情况设定开、合模及**出等各项参数,直至模具运行正常、平稳、安全。
六、设定料筒各段温度,预热机床。
七、在料温、模具温度达到预定参数(要求)时,进行排料、预注,并观察料流,直至其光滑、色泽均匀。
八、设定加料量、注射速度、保压转换点等参数,加料时要认真检查料筒内是否有杂质和杂物,严禁硬物,金属物进入料筒内。
九、操作过程中要随时注意温度,压力的变化,如发现异常情况,应停机,关闭电源由机修员进行修理,恢复后在进行使用。
十、在自检中若有疑问或发现产品与样件有差异时应中止生产,及时报告检验员或带班长。
十一、注塑工应每隔1小时收集一次样件,同时作相应标记放置于同批产品旁。
十二、每班生产中至少擦拭、润滑模具两次,确保模具内外干净,润滑正常。作业结束后应清理料筒残料,清扫作业现场,按要求关闭注塑机。
十三、要经常检查烘箱温度,切忌高温烘料。在作业过程中要注意安全,不得随意去掉安全装置。
十四、工作完毕应切断电源和机床开关,并做好机床保养和卫生工作。

