-

中山市中扬注塑机械制造有限公司
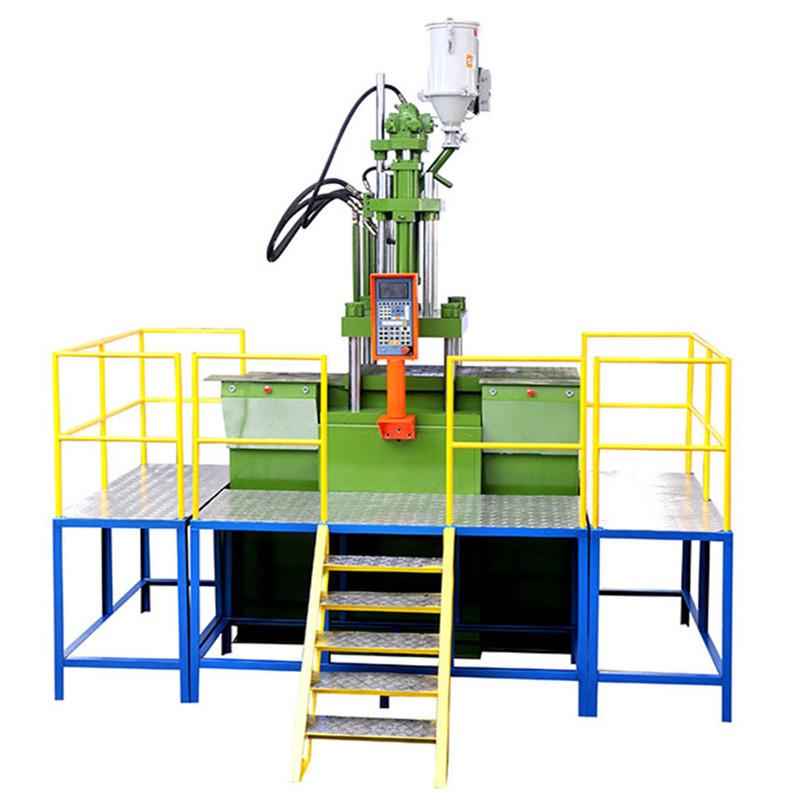
主营:立式注塑机,圆盘注塑机,插头注塑机,BMC注塑机,注塑机

中山市中扬注塑机械制造有限公司
主营:立式注塑机,圆盘注塑机,插头注塑机,BMC注塑机,注塑机 16
16
「温馨提示】:产品图片、价格及属性仅供参考,详情来电咨询为准,我们机器较小可做15T,较大可做到160T;机器的价格是根据您所选的配置以及机器的大小而定的,如果您这边有需求,我司会传正式的报价单给您,真诚期待与您的合作,谢谢
我们的设备优势:
1、机器占地小,性价比高。
2、立式开模,立式射出,多段温度控制,多段射出压力,适用于精密塑胶零件、镶件成型。
3、两柱锁模,美观简洁、电磁开关、油封、油泵等主要配件均为进口。
4、快速合模,低压安全锁模,异常自动开模,*特的安全设计。具有成型液压**出装置。
5、电控、液压采用**零件,精密耐用。F、高精度温控器控制料管温度,控制稳定,误差小。
6、注塑系统采用单射缸、双座缸、双导柱设计。
7、塑化能力更优良、活动部位采用高质量自润滑轴承、机台保养更简便、让产品的成型过程更轻松、更具经济效益。
8. 多重自动保护模式,安全性高......
适用胶料:ABS/PVC/PA/PP/PC/POM/PBT/氟合物等重型工程塑胶注塑成型。适用产品:AV线、音频线、数据线材、LED灯,五件埋入件等产品。产品范例:如须模板尺寸请至电我司
注塑机操作规程
一、开机前仔细检查注塑机电源及控制系统、冷却系统,看其是否正常,按要求加润滑油,按(旋)钮是否处于正确位置,并按要求启动,进行试运转。
二、正确将模具安装在注塑机上。
三、原料需要干燥时,应先在烘箱内按规定进行烘干。
四、检查原材料颜色是否符合产品要求。
五、设定调模参数,并根据模具具体情况设定开、合模及**出等各项参数,直至模具运行正常、平稳、安全。
六、设定料筒各段温度,预热机床。
七、在料温、模具温度达到预定参数(要求)时,进行排料、预注,并观察料流,直至其光滑、色泽均匀。
八、设定加料量、注射速度、保压转换点等参数,加料时要认真检查料筒内是否有杂质和杂物,严禁硬物,金属物进入料筒内。
九、操作过程中要随时注意温度,压力的变化,如发现异常情况,应停机,关闭电源由机修员进行修理,恢复后在进行使用。
十、在自检中若有疑问或发现产品与样件有差异时应中止生产,及时报告检验员或带班长。
十一、注塑工应每隔1小时收集一次样件,同时作相应标记放置于同批产品旁。
十二、每班生产中至少擦拭、润滑模具两次,确保模具内外干净,润滑正常。作业结束后应清理料筒残料,清扫作业现场,按要求关闭注塑机。
十三、要经常检查烘箱温度,切忌高温烘料。在作业过程中要注意安全,不得随意去掉安全装置。
十四、工作完毕应切断电源和机床开关,并做好机床保养和卫生工作。
注塑机的停机工作要点
生产结束或注塑品质出现故障时,注塑机需要临时停机或长时间停机。如何做好停机工作,不仅关系到下一次成型的品质和原料的损耗量,还会影响到螺杆和料筒的使用寿命。
一、临时停机
正好在成型完毕之前或临时停止之前,将料筒类的材料空射完,再加入适量的清洗材料将料筒清洗干净,按加热开关,关闭料筒电热。关闭料斗挡板。如果是临时短时间停机,不要关料筒电热,将加热温度每段降低100至150度。
二、关电停机
当材料用完或所需产品数已生产完毕,必须关电停机。
如果注塑机装有喷嘴温度调节用的温度调节器,将该调节器按钮旋转至0,使调节器断开。这不仅是为了在下次的注塑操作时能够在尽可能短的时间内加热加料筒。也是为了防止已熔解的树脂滞留在料筒内,应将加热筒体内的余料彻底清除(对空注射几次),再加入适量的清洗材料将料筒清洗干净,较后将螺杆停止在较前端位置。在手动状态下,进行合模(但不要进入高压锁模),并将注射座,螺杆退回停止位置。关油泵马达,关注塑机的总电源。
注射成型的基本要求是塑化、注射和成型。塑化是实现和保证成型制品质量的前提,而为满足成型的要求,注射必须保证有足够的压力和速度。
同时,由于注射压力很高,相应地在模腔中产生很高的压力(模腔内的平均压力一般在20~45MPa之间),因此必须有足够大的合模力。由此可见,注射装置和合模装置是注塑机的关键部件。对塑料制品的评价主要有三个方面,**是外观质量,包括完整性、颜色、等;*二是尺寸和相对位置间的准确性;*三是与用途相应的物理性能、化学性能、电性能等。这些质量要求又根据制品使用场合的不同,要求的尺度也不同。
制品的缺陷主要在于模具的设计、制造精度和磨损程度等方面。但事实上,塑料加工厂的技术人员往往苦于面对用工艺手段来弥补模具缺陷带来的问题而成效不大的困难局面。生产过程中工艺的调节是提高制品质量和产量的必要途径。由于注塑周期本身很短,如果工艺条件掌握不好,废品就会源源不绝。
在调整工艺时较好一次只改变一个条件,多观察几回,如果压力、温度、时间统统一起调的话,很易造成混乱和误解,出了问题也不知道是何道理。调整工艺的措施、手段是多方面的。
例如:解决制品注不满的问题就有十多个可能的解决途径,要选择出解决问题症结的一、二个主要方案,才能真正解决问题。此外,还应注意解决方案中的辨证关系。比如:制品出现了凹陷,有时要提高料温,有时要降低料温;有时要增加料量,有时要减少料量。要承认逆向
措施的解决问题的可行性。