-

中山市中扬注塑机械制造有限公司
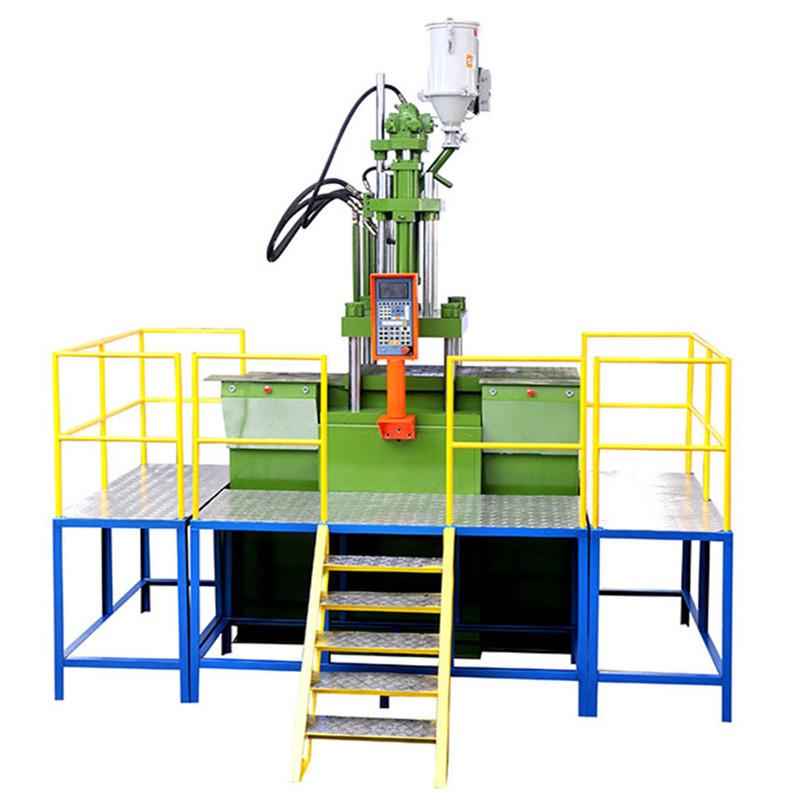
主营:立式注塑机,圆盘注塑机,插头注塑机,BMC注塑机,注塑机

中山市中扬注塑机械制造有限公司
主营:立式注塑机,圆盘注塑机,插头注塑机,BMC注塑机,注塑机 16
16
注塑机的停机工作要点
生产结束或注塑品质出现故障时,注塑机需要临时停机或长时间停机。如何做好停机工作,不仅关系到下一次成型的品质和原料的损耗量,还会影响到螺杆和料筒的使用寿命。
一、临时停机
正好在成型完毕之前或临时停止之前,将料筒类的材料空射完,再加入适量的清洗材料将料筒清洗干净,按加热开关,关闭料筒电热。关闭料斗挡板。如果是临时短时间停机,不要关料筒电热,将加热温度每段降低100至150度。
二、关电停机
当材料用完或所需产品数已生产完毕,必须关电停机。
如果注塑机装有喷嘴温度调节用的温度调节器,将该调节器按钮旋转至0,使调节器断开。这不仅是为了在下次的注塑操作时能够在尽可能短的时间内加热加料筒。也是为了防止已熔解的树脂滞留在料筒内,应将加热筒体内的余料彻底清除(对空注射几次),再加入适量的清洗材料将料筒清洗干净,最后将螺杆停止在较前端位置。在手动状态下,进行合模(但不要进入高压锁模),并将注射座,螺杆退回停止位置。关油泵马达,关注塑机的总电源。

温升过高五大危害:使机械产生热变形,油的粘度降低,橡胶密封件变形,加速油液氧化变质,同时也使空气的分力压降低。
危害之一:使机械产生热变形
液压元件中热胀系数不同的运动部件因其配合见习变小而卡死,引起动作失灵、影响液压系统的传动精度,导致部件工作质量变差。
危害之二:使油的粘度降低
温升过高将导致油的粘度降低,泄漏增加,泵的容积效率和整个系统的效率会显着降低。由于油的粘度降低,滑阀等移动部件的油膜变薄和被切破,摩擦阻力增大,导致磨损加剧。
危害之三:使橡胶密封件变形
注塑机温升过高会使橡胶密封件变形,加速老化失效,降低密封性能及使用寿命,造成泄漏。
危害之四:加速油液氧化变质
温升过高会加速油液氧化变质,析出沥青物质,降低液压油的使用寿命。析出物堵塞阻尼小孔和缝隙式阀口,导致压力阀卡死而不能动作、金属管路伸长而弯曲,甚至破裂等。
危害之五:导致部件工作质量变差
注塑机温升过高会导致部件工作质量变差,油中溶解空气逸出,产生气穴,致使液压系统工作性能降低。液压系统的理想工作温度应介乎45度-50度之间,原因是液压系统是依据一选定的压力油粘度而设计,但粘度会随着油温的高低而变化,进而影响系统中工作元件,如油缸、液压阀等,使控制精度和响应灵敏度降低,对于精密注射机的情况尤甚。同时温度过高亦会加速密封件的老化令其硬化、碎裂;温度过低则加工能量消耗大,使运转速度降低。因此密切注意液压油的工作温度是十分必要的。油温过高的原因多样,但多归于油路故障或冷却系统的失效等。

