-

中山市中扬注塑机械制造有限公司
主营:立式注塑机,圆盘注塑机,插头注塑机,BMC注塑机,注塑机

中山市中扬注塑机械制造有限公司
主营:立式注塑机,圆盘注塑机,插头注塑机,BMC注塑机,注塑机 16
16

注塑机操作规程
一、开机前仔细检查注塑机电源及控制系统、冷却系统,看其是否正常,按要求加润滑油,按(旋)钮是否处于正确位置,并按要求启动,进行试运转。
二、正确将模具安装在注塑机上。
三、原料需要干燥时,应先在烘箱内按规定进行烘干。
四、检查原材料颜色是否符合产品要求。
五、设定调模参数,并根据模具具体情况设定开、合模及**出等各项参数,直至模具运行正常、平稳、安全。
六、设定料筒各段温度,预热机床。
七、在料温、模具温度达到预定参数(要求)时,进行排料、预注,并观察料流,直至其光滑、色泽均匀。
八、设定加料量、注射速度、保压转换点等参数,加料时要认真检查料筒内是否有杂质和杂物,严禁硬物,金属物进入料筒内。
九、操作过程中要随时注意温度,压力的变化,如发现异常情况,应停机,关闭电源由机修员进行修理,恢复后在进行使用。
十、在自检中若有疑问或发现产品与样件有差异时应中止生产,及时报告检验员或带班长。
十一、注塑工应每隔1小时收集一次样件,同时作相应标记放置于同批产品旁。
十二、每班生产中至少擦拭、润滑模具两次,确保模具内外干净,润滑正常。作业结束后应清理料筒残料,清扫作业现场,按要求关闭注塑机。
十三、要经常检查烘箱温度,切忌高温烘料。在作业过程中要注意安全,不得随意去掉安全装置。
十四、工作完毕应切断电源和机床开关,并做好机床保养和卫生工作。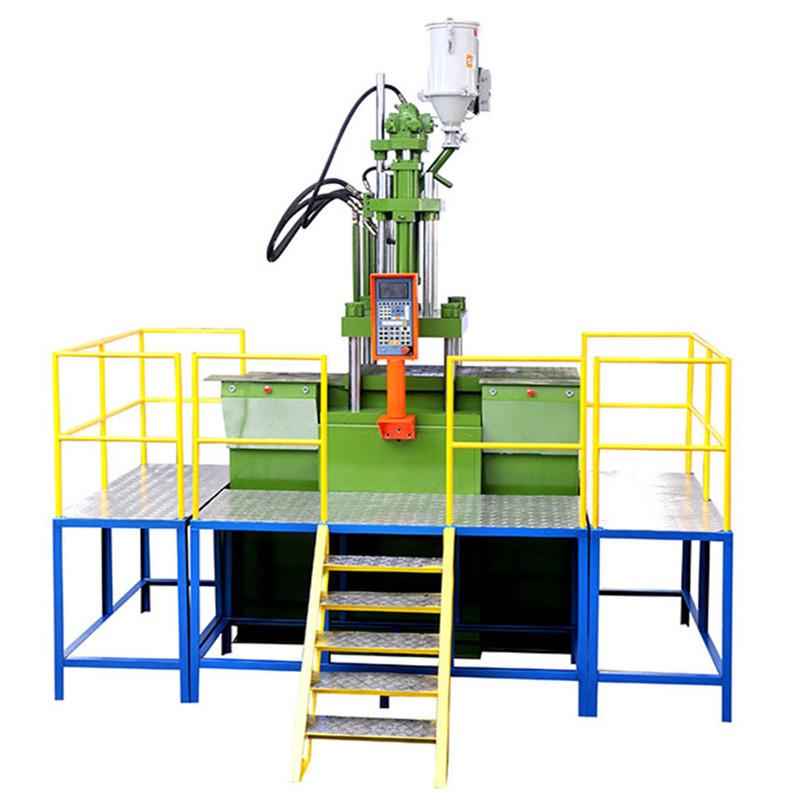
操作过程
1.不要为贪图方便,随意取消安全门的作用。
2.注意观察压力油的温度,油温不要**出规定的范围。液压油的理想工作温度应保持在45-50℃之间,一般在35-60℃范围内比较合适。
3.注意调整各行程开关,避免机器在动作时产生撞击。
工作结束
1.注塑机操作完毕后,应将机筒内的塑料清理干净,预防剩料氧化或长期受热分解。
2.应将模具打开,使肘杆机构时间处于闭锁状态。
3.车间必须备有起吊设备。装拆模具时应十分小心,以确保生产安全。
开机之前
1.注塑机操作前,检查电器控制箱内是否有水、油进入,若电器受潮,切勿开机。应有维修人员将
电器零件吹干后再开机。
2.注塑机操作前,检查供电电压是否符合,一般不应**过±6%。
注塑机的操作
3.检查急停开关,前后安全门开关是否正常。验证电动机与油泵的转动方向是否一致。
4.检查各冷却管道是否长途畅通,并对油冷却器和机筒端部的冷却水套通入冷却水。
5.注塑机操作前,检查各活动部位是否有润滑油,并加足润滑油。
6.打开电热,对机筒各段进行加热。当各段温度达到要求时,再保温一段时间,以使机器温度趋于稳定。保温时间根据不同设备和塑料原料的要求而有所不同。
7.在料斗内加足足够的塑料。根据注塑不同塑料的要求,有些原料较好先经过干燥。
8.要盖好机筒上的隔热罩,这样可以节约电能,又可以电热圈和电流接触器的寿命。
注塑机的工作原理与打针用的注射器相似,它是借助螺杆(或柱塞)的推力,将已塑化好的熔融状态(即粘流态)的塑料注射入闭合好的模腔内,经固化定型后取得制品的工艺过程。
注射成型是一个循环的过程,每一周期主要包括:定量加料—熔融塑化—施压注射—充模冷却—启模取件。取出塑件后又再闭模,进行下一个循环。
注塑机操作项目:注塑机操作项目包括控制键盘操作、电器控制系统操作和液压系统操作三个方面。
分别进行注射过程动作、加料动作、注射压力、注射速度、**出型式的选择,料筒各段温度的监控,注射压力和背压压力的调节等。
一般螺杆式注塑机的成型工艺过程是:首先将粒状或粉状塑料加入机筒内,并通过螺杆的旋转和机筒外壁加热使塑料成为熔融状态,然后机器进行合模和注射座前移,使喷嘴贴紧模具的浇口道,接着向注射缸通入压力油,使螺杆向前推进,从而以很高的压力和较快的速度将熔料注入温度较低的闭合模具内,经过一定时间和压力保持(又称保压)、冷却,使其固化成型,便可开模取出制品(保压的目的是防止模腔中熔料的反流、向模腔内补充物料,以及保证制品具有一定的密度和尺寸公差)。